- 东莞市二郎神影像设备有限公司
- 13686188875
扫一扫来撩

扫一扫来撩
云浮检测机:无比的质量
在当今竞争激烈的市场环境下,产品的质量成为企业立足市场、赢得消费者信任的关键。为了确保产品质量符合标准,各行各业纷纷引入了的检测技术和设备。其中,检测机作为质量管理的得力助手,发挥着越来越重要的作用。云浮检测机,作为二郎神**旗下的重要产品之一,在质量检测领域*具优势,为企业提供了、的质量守护服务。
**一、云浮检测机的特点与优势**
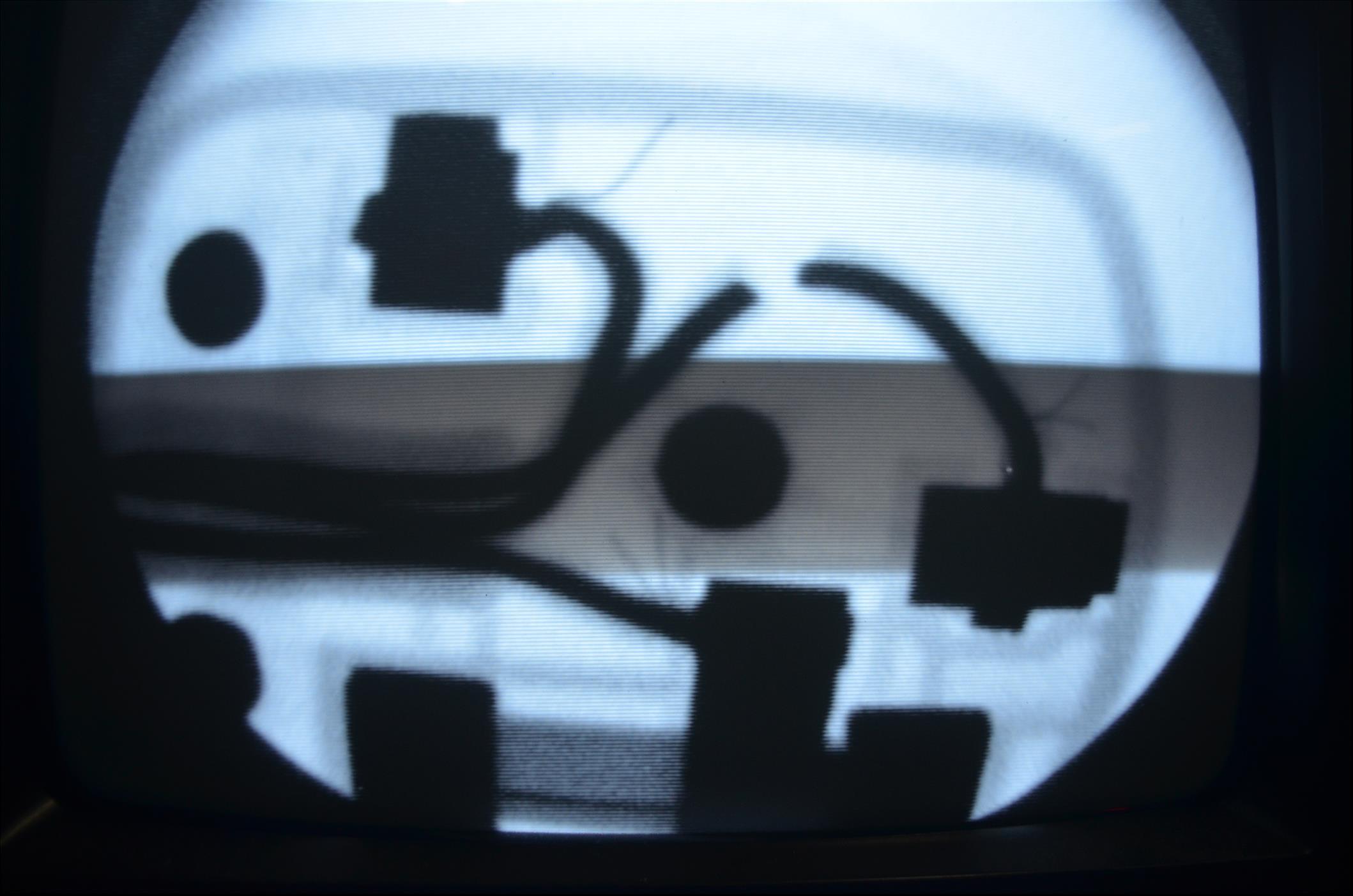
**1. 技术良好**:云浮检测机以辐射影像技术为,结合机器视觉、X射线等技术,能够对产品的内部结构、材料密度等进行的检测分析。技术良好使得云浮检测机在质量检测领域拥有*特的优势。
**2. 多样化应用**:云浮检测机覆盖了工业级异物检测、公共安检系统、医疗检测系统、无损探伤检测等多个领域,适用于鞋帽、服装、玩具、食品、等多个行业,为不同行业的客户提供量身定制的质量检测解决方案。
**3. 高性价比**:云浮检测机与****企业合作,不断引入**技术,同时本土化研发,实现了性价比的大化。客户可以以较低的投资获得高水准的质量检测设备,为企业节省成本,提升竞争力。
**二、检测机在质量管理中的作用与重要性**
**1. 提升产品质量**:通过对产品进行的质量检测,能够尽早发现潜在质量问题,并及时加以修正,产品质量稳定,满足市场需求,提升**口碑。
**2. 降低生产成本**:质量问题一旦发生,不仅会增加返工、报废等额外成本,还可能引发消费者维权、产品召回等严重后果。检测机的介入可以有效降低产品质量问题的发生率,减少企业的损失。
**3. 提高生产效率**:传统的人工检测方式耗时费力且不够准确,而检测机的自动化检测系统能够地完成大量检测工作,提高生产效率,降低生产成本。
**三、检测机的未来发展趋势**
随着科技的不断和进步,检测机作为质量管理领域的重要工具,也在不断进行技术升级和优化。未来,我们可以期待以下发展趋势:
**1. 智能化**:人工智能、大数据等技术的引入,使得检测机能够具备智能化的功能,实现自动化运行、智能判断,进一步提高检测效率和准确性。
**2. 多功能化**:未来的检测机将趋向于多功能化,不仅可以完成传统的质量检测任务,还可以具备预警、预测等功能,为企业提供的质量管理解决方案。
**3. 网络化**:随着物联网技术的发展,检测机将与生产线、企业管理系统等进行无缝连接,实现远程监控、数据共享等功能,提升生产管理的便捷性和性。
**结语**
作为质量管理的中流砥柱,云浮检测机以其的技术、多样化的应用、高性价比的优势,为企业提供了强大的质量守护服务。我们相信,在不断与发展的道路上,云浮检测机将继续发挥重要作用,为企业的质量管理保驾**,助力企业赢得大的市场竞争优势。
产品推荐
















